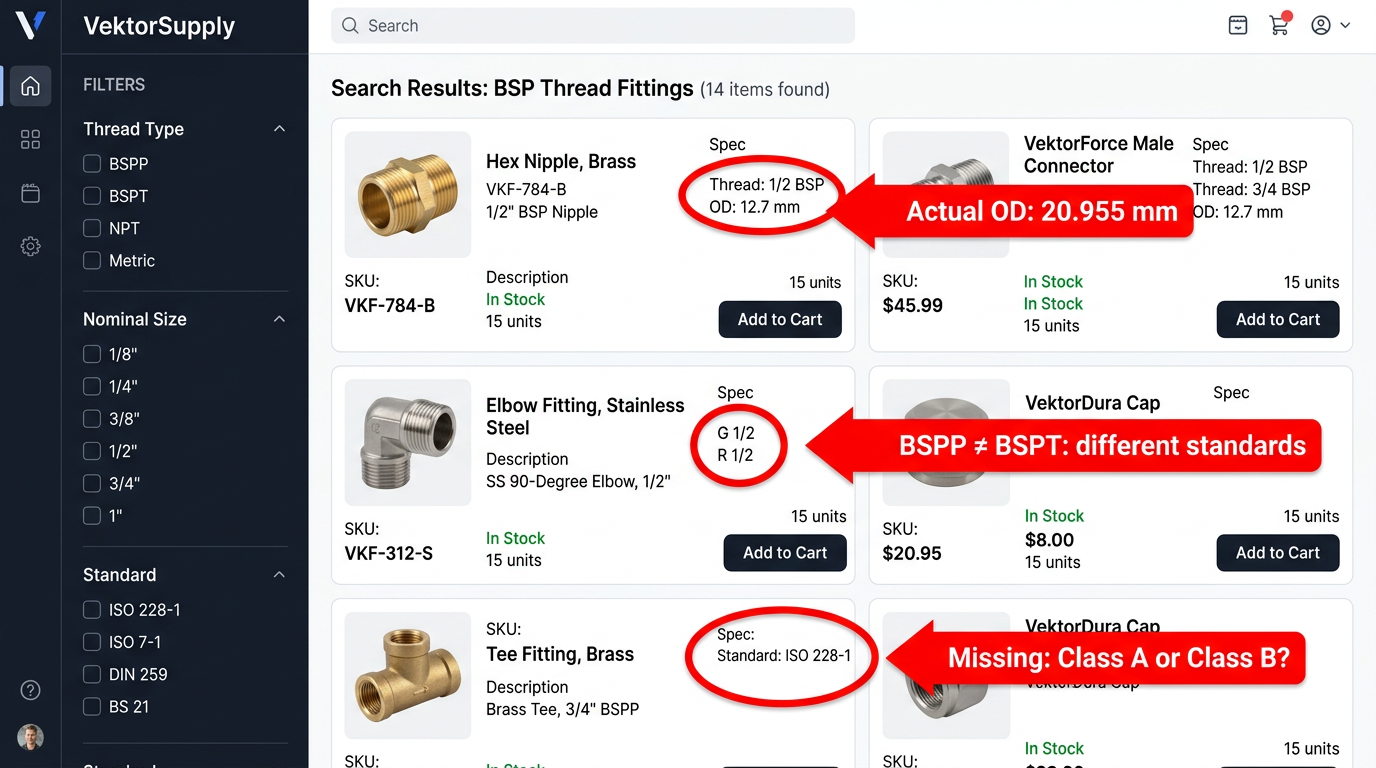
BSPP (parallel, G-series, ISO 228-1) seals via a face washer or O-ring. BSPT (taper, R/Rc, ISO 7-1) seals in the thread flanks themselves. Same nominal sizes, same TPI, but different diameters at engagement and different tolerance systems. The full dimension tables are below.
Why nominal size has nothing to do with actual OD
You measure a fitting at 20.96 mm. The label says "1/2 inch." That's not a mistake.
BSP nominal size refers to the approximate bore of the pipe the thread was designed to fit, not the thread's own outside diameter. A 1/2 inch pipe has roughly a 1/2 inch internal bore. The thread that screws onto it? Much larger. This confuses everyone the first time they pick up a caliper.
| Nominal size | What you'd expect (mm) | What you actually measure (mm) |
|---|---|---|
| 1/4 | 6.35 | 13.16 |
| 3/8 | 9.53 | 16.66 |
| 1/2 | 12.70 | 20.96 |
| 3/4 | 19.05 | 26.44 |
| 1 | 25.40 | 33.25 |
The "actual" column is what your caliper reads across the thread crests of a male fitting. Nowhere near the nominal.
Nominal size = pipe bore, not thread OD. A 1/2 inch fitting measures 21 mm across the crests.
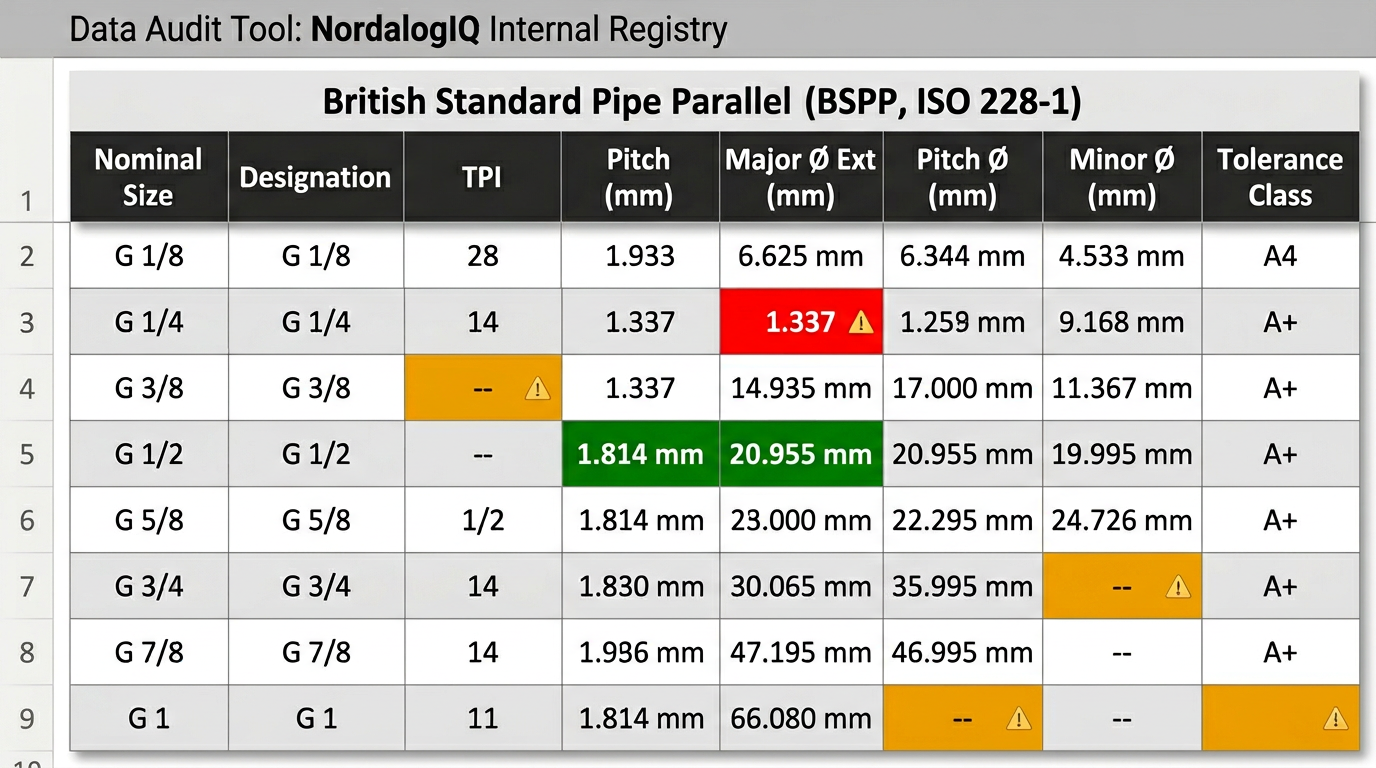
BSPP complete reference (ISO 228-1)
This table covers every standard size from G 1/8 to G 4. All dimensions in millimetres. The pitch diameter is what your go/no-go gauge actually checks, so don't skip that column.
| Size | Desig. | TPI | Pitch | Major Ø | Pitch Ø | Minor Ø |
|---|---|---|---|---|---|---|
| 1/8 | G 1/8 | 28 | 0.907 | 9.728 | 9.147 | 8.566 |
| 1/4 | G 1/4 | 19 | 1.337 | 13.157 | 12.301 | 11.445 |
| 3/8 | G 3/8 | 19 | 1.337 | 16.662 | 15.806 | 14.950 |
| 1/2 | G 1/2 | 14 | 1.814 | 20.955 | 19.793 | 18.631 |
| 5/8 | G 5/8 | 14 | 1.814 | 22.911 | 21.749 | 20.587 |
| 3/4 | G 3/4 | 14 | 1.814 | 26.441 | 25.279 | 24.117 |
| 1 | G 1 | 11 | 2.309 | 33.249 | 31.770 | 30.291 |
| 1-1/4 | G 1-1/4 | 11 | 2.309 | 41.910 | 40.431 | 38.952 |
| 1-1/2 | G 1-1/2 | 11 | 2.309 | 47.803 | 46.324 | 44.845 |
| 2 | G 2 | 11 | 2.309 | 59.614 | 58.135 | 56.656 |
| 2-1/2 | G 2-1/2 | 11 | 2.309 | 75.184 | 73.705 | 72.226 |
| 3 | G 3 | 11 | 2.309 | 87.884 | 86.405 | 84.926 |
| 4 | G 4 | 11 | 2.309 | 113.030 | 111.551 | 110.072 |
G 5/8 exists in ISO 228-1 but you'll rarely encounter it. Most applications jump from 1/2 to 3/4.
Worked lookup: identifying an unknown fitting
You measured 16.6 mm OD with 19 TPI. Scan the Major Ø column for something close to 16.6, then confirm the TPI matches.
| Your measurement | Table match | TPI check | Result |
|---|---|---|---|
| 16.6 mm OD | 16.662 mm | 19 ✓ | G 3/8 |
That's a 3/8 BSP parallel thread. Pitch diameter for your gauge check: 15.806 mm.
BSPP tolerance classes: A vs B
ISO 228-1 specifies two tolerance classes for external (male) threads. Class A is tighter. Class B has a tolerance band twice as wide. Internal (female) threads get only one class.
The tolerance applies to the pitch diameter, not the major OD. Your go gauge checks pitch diameter at maximum material condition. The no-go gauge checks the minimum material limit on the flanks.
| Size | Class A min | Class A max | Class B min | Class B max |
|---|---|---|---|---|
| G 1/4 | 12.051 | 12.301 | 11.801 | 12.301 |
| G 3/8 | 15.556 | 15.806 | 15.306 | 15.806 |
| G 1/2 | 19.418 | 19.793 | 19.043 | 19.793 |
| G 3/4 | 24.867 | 25.279 | 24.455 | 25.279 |
Both classes share the same maximum. The difference is how much undersize you're allowed to go. Class B gives more room for worn tooling or rougher machining.
The Class A no-go ring gauge works for both classes. Gauge makers stock one no-go for both, per standard thread gauge specifications.
For internal threads at G 1/2, the single-class pitch diameter runs from 19.793 mm minimum to approximately 20.145 mm maximum, a tolerance of +0.352 mm.
BSPT reference (ISO 7-1)
Tapered threads are measured at the gauge plane. The taper is 1:16 on diameter (half-angle of 1° 47' 24"). That matters because every millimetre you screw in, the effective diameter changes.
The major diameter in this table is measured at the gauge plane. Every mm you screw past that point, the effective diameter changes by 0.0625 mm due to the 1:16 taper.
| Size | Desig. | TPI | Pitch | Major Ø | Gauge l1 | Effective l2 |
|---|---|---|---|---|---|---|
| 1/8 | R 1/8 | 28 | 0.907 | 9.728 | 4.0 | 6.5 |
| 1/4 | R 1/4 | 19 | 1.337 | 13.157 | 6.0 | 9.7 |
| 3/8 | R 3/8 | 19 | 1.337 | 16.662 | 6.4 | 10.1 |
| 1/2 | R 1/2 | 14 | 1.814 | 20.955 | 8.2 | 13.2 |
| 3/4 | R 3/4 | 14 | 1.814 | 26.441 | 9.5 | 14.5 |
| 1 | R 1 | 11 | 2.309 | 33.249 | 10.4 | 16.8 |
| 1-1/4 | R 1-1/4 | 11 | 2.309 | 41.910 | 12.7 | 19.1 |
| 1-1/2 | R 1-1/2 | 11 | 2.309 | 47.803 | 12.7 | 19.1 |
| 2 | R 2 | 11 | 2.309 | 59.614 | 15.9 | 23.4 |
| 2-1/2 | R 2-1/2 | 11 | 2.309 | 75.184 | 17.5 | 26.7 |
| 3 | R 3 | 11 | 2.309 | 87.884 | 20.6 | 29.8 |
| 4 | R 4 | 11 | 2.309 | 113.030 | 25.4 | 35.8 |
Gauge length (l1) marks where a gauge ring seats. Effective length (l2) is usable thread engagement. Exceed it and you're into incomplete threads.
The 5 sizes where people measure wrong
These are the fittings you'll actually hold. Here's what your caliper should read across the crests of an external thread.
| Nominal | OD you measure | TPI | Quick ID tip |
|---|---|---|---|
| 1/4 | 13.16 mm | 19 | Smaller than a pencil eraser in diameter |
| 3/8 | 16.66 mm | 19 | Same TPI as 1/4, but 3.5 mm larger |
| 1/2 | 20.96 mm | 14 | TPI drops to 14, coarser threads |
| 3/4 | 26.44 mm | 14 | Just over 1 inch OD |
| 1 | 33.25 mm | 11 | Coarsest common TPI, about 1.31 inches |
Count the threads. If you're at 20.9 mm OD and see 14 TPI, it's a 1/2 BSP. If you're at 13.1 mm OD with 19 TPI, that's 1/4 BSP. The combination of caliper reading plus TPI count eliminates the guesswork. Try it yourself with the thread cross-reference tool, which identifies BSP, NPT, and metric threads from your measurements.
BSPP vs BSPT: how to tell them apart
Run your caliper along the thread length. If the OD stays constant from start to end, it's parallel. If the OD shrinks toward the fitting end, it's tapered.
BSPP (parallel)
- Constant OD along thread length
- Seals via bonded washer or O-ring at the face
- No thread interference, threads don't deform
- Designation: G 1/2, G 3/4, etc.
BSPT (taper)
- OD decreases toward the end (1:16 taper)
- Seals in the thread flanks, metal-to-metal
- Typically needs PTFE tape for leak-free seal
- Designation: R 1/2, Rc 1/2 (female taper)
The sealing difference matters. BSPP without a face seal or O-ring will leak. BSPT without tape will leak. Use the wrong sealant strategy and you'll be back with a wrench in an hour.
OD constant along thread length: BSPP, G-series, ISO 228-1. OD tapers toward end: BSPT, R/Rc/Rp series, ISO 7-1. Application needs face seal or O-ring: use BSPP. Thread must self-seal with tape: use BSPT. Mating with female taper (Rc): use male taper (R). Mating with female parallel (Rp): use male taper (R). Taper into parallel is valid. Parallel into taper is not.
One more thing. A male taper (R) screwing into a female parallel (Rp) is standard practice per ISO 7-1. The taper wedges against the parallel bore and seals. But a male parallel into a female taper? It won't engage properly. The threads will bind at the large end and leave a gap at the small end. That's not a spec-compliant joint. For a side-by-side breakdown of BSP against other common thread standards, see NPT vs BSP vs metric threads.